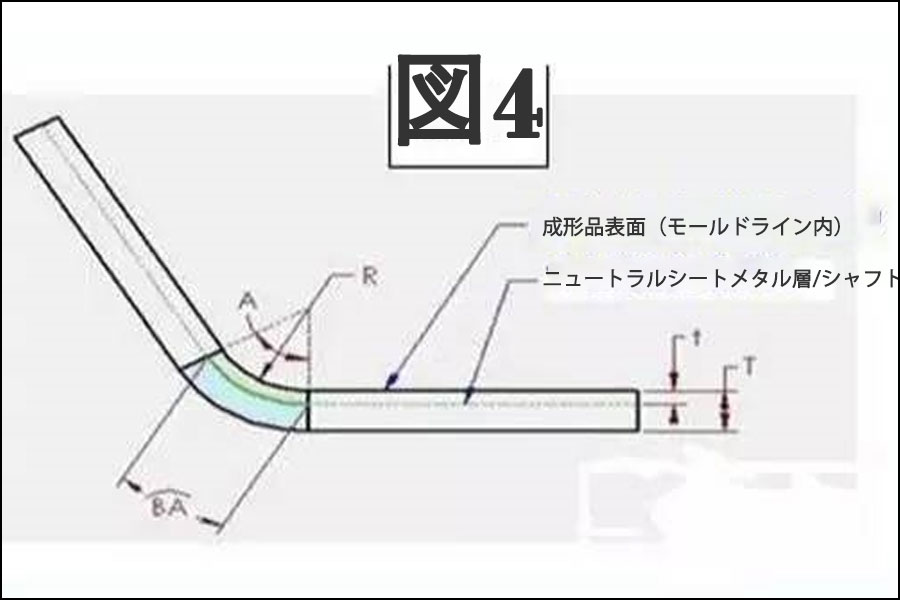
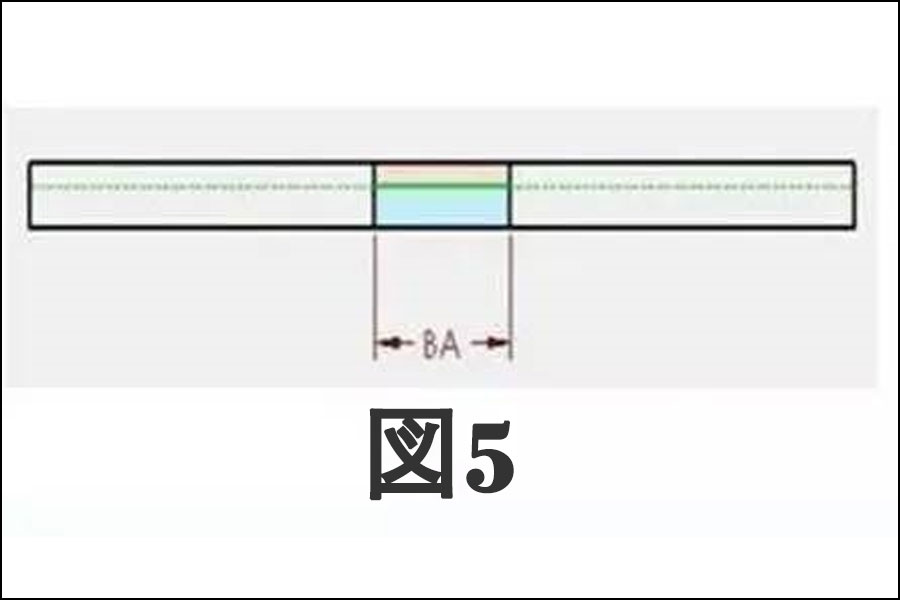
板金部の材質厚には中性層または軸があります。曲げ部の中立層の板材は伸びも圧縮もされていない、つまり曲げ部の違いは変形した場所。図4と図5では、ピンクの領域と青い領域の接合部として示されています。曲げ加工中に、ピンクの領域が圧縮され、青い領域が拡張されます。中性板金属層が変形していない場合、曲げ領域の中性層の円弧の長さは、曲げた状態と平らな状態で同じです。したがって、BA(曲げ補正)は、シートメタルの曲げ領域における中性層の円弧の長さに等しくする必要があります。この弧は図4に緑色で示されています。シートメタルの中性層の位置は、延性などの特定の材料の特性に依存します。中性板金属層と表面との間の距離が「t」であると仮定します。つまり、板金部品の表面から板金材料までの厚さ方向の深さをtとします。したがって、中性板金属層の円弧の半径は(R + t)として表すことができます。この式と曲げ角度を使用すると、中性層の円弧の長さ(BA)は次のように表すことができます。
BA = Pi **(R + T)A / 180
シートメタルの中性層の定義を簡略化するために、すべての材料の厚さを考慮しながら、Kファクターの概念を導入します。具体的な定義は次のとおりです。Kファクターは、シートメタルの中性層の厚さとシートメタル部品の材料全体の厚さの比率です。
K = t / T
したがって、Kの値は常に0から1の間になります。 Kファクター0.25は、中性層がパーツのシートメタル材料の厚さの25%にあることを意味し、0.5の場合、中性層が全体の厚さの50%にあることを意味します。上記の2つの方程式を組み合わせると、次の方程式(8)が得られます。
BA = Pi(R + K * T)A / 180(8)
A、R、Tなどのいくつかの値は、実際のジオメトリによって決定されます。では、元の質問に戻りますが、Kファクターはどこから来ているのでしょうか。同様に、答えはまだ古い情報源、つまり、板金材料のサプライヤー、テストデータ、経験、マニュアルなどです。ただし、与えられた値が明らかなKでない場合や、式(8)の形式で完全に表現されていない場合もありますが、いずれの場合も、表現形式が完全に同じでなくても、常にそれに応じて見つけることができます。間の関係。
板金曲げ計算の過程で、Kファクターを調整することがよくあります。では、なぜKファクターを調整する必要があるのでしょうか。 SWでの90度以外の角度曲げ推定は、推定と複数の入力を計算するだけでよいため、非常に面倒です。技術的な90度以外の曲げ推定値を回避するために、代わりにK係数が使用されます。 ?これには、デバッグ、次の分析をデバッグする方法が必要です。
- 1.最初のステップは、さまざまなプレートの厚さの実際の控除値を決定することです。たとえば、鉄板1.5の厚さの6倍の控除値は2.5MMです。
- 2. 2番目のステップでKをデバッグする場合、シートメタルを描画するときに、内部Rを0.1に設定してデバッグします。内部RはK値が異なるため、この点に注意する必要があります。したがって、内部R0.1を統合してデバッグします。 、次に、デバッグ後に、内部Rが0.1でない場合、それは役に立たないという質問がありました。現時点では、0.1ではないため、拡張するには0.1に変更する必要があります。
- 3:3番目のデバッグ段階で、SWの90度の角度で厚さ1.5の10 * 10プレートを曲げます。Rは0.1で、曲げ控除は2.5に設定され、17.5MMの拡張が得られます。
- 4:4番目のステップは、設定された曲げ推定値をKファクターに変更することです。最初に概算値、たとえば0.3を設定します。拡張は間違いなく17.5ではありません。次に拡張が17.5になるまでK値を一度試して、K値を0.23に調整します。 17.5MMに拡張されました。
- 5.類推により、さまざまな数値統計テーブルをデバッグするだけで十分です。









{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}