小型軽量部品の製造要件を満たすために、薄肉射出成形は射出成形機の最も需要の高い性能になっています。ポータブル電子部品の定義によれば、「薄壁」とは1 mm未満の壁の厚さを指し、大型の自動車部品の場合、「薄壁」は2mmになることがあります。要するに、薄肉製品は、処理技術の変更、より高い圧力と速度、より短い冷却時間、製品の排出とゲート配置の変更を必要とします。加工技術の変化はまた、金型、機械および部品の設計の開発を促進し、射出成形機および金型に対するより高い要件を提唱しました。
現在の新しい注入機の性能は、10年前の性能を大幅に上回っています。材料、ゲート技術、および設計の進歩により、薄肉部品を充填するための標準的な注入機の性能がさらに広がりました。しかし、壁の厚さが継続的に薄くなるため、高速で高圧の性能を備えたより特殊な射出成形機が必要です。現在、厚さが1 mm未満、充填時間が0.5秒未満、注入圧力が210MPaを超える電子部品が非常に一般的です。薄肉注入成形に使用される油圧注入機は、注入成形とモールドクランプを頻繁に駆動するように設計された蓄圧器を備えています。全電気注入機と高速高圧性能を備えた電気/夜間圧力注入機は、耐えるために新しい射出成形機の高圧とクランプ力の最小値は、5〜7トン/平方インチ(投影面積)でなければなりません。さらに、壁の厚さが薄くなり、注入圧力が高くなると、大きなテンプレートが曲がりを減らすのに役立ちます。薄肉製品用の射出成形機のタイロッドは、テンプレートの厚さに対して2:1以下の比率が必要です。薄肉部品を製造する場合、注入速度と圧力、およびその他の処理パラメータの閉ループ制御は、高圧および高速下での充填および保持圧力の制御に役立ちます。
注入量に関しては、大きな直径のバレルはしばしば大きすぎます。推奨される注入量は、バレル容量の40%から70%です。薄肉製品の全体的な成形サイクルを短縮すると、最小注入量がバレル容量の20%から30%に減少する可能性があります。材料の場合、注入量が少ないということは、材料が機械内に長く留まるということであり、製品の性能が低下します。
成形速度は、薄肉射出成形を成功させるための重要な要素の1つです。迅速な金型充填と高圧により、溶融した熱可塑性材料を金型キャビティに高速で注入して、ゲートの凍結を防ぐことができます。標準部品を2秒以内に充填すると、厚みが25%減少し、充填時間が50%短縮される場合があります。
薄肉射出成形の利点の1つは、厚さが薄くなると、冷却する必要のある材料が少なくなることです。厚みを薄くすることで、成形サイクルを半減させることができます。溶融物搬送装置の適切な設定により、ホットランナーとランナーが成形サイクルの短縮を妨げず、ホットランナーとランナーブッシングを使用することで成形サイクルを最小限に抑えることができます。
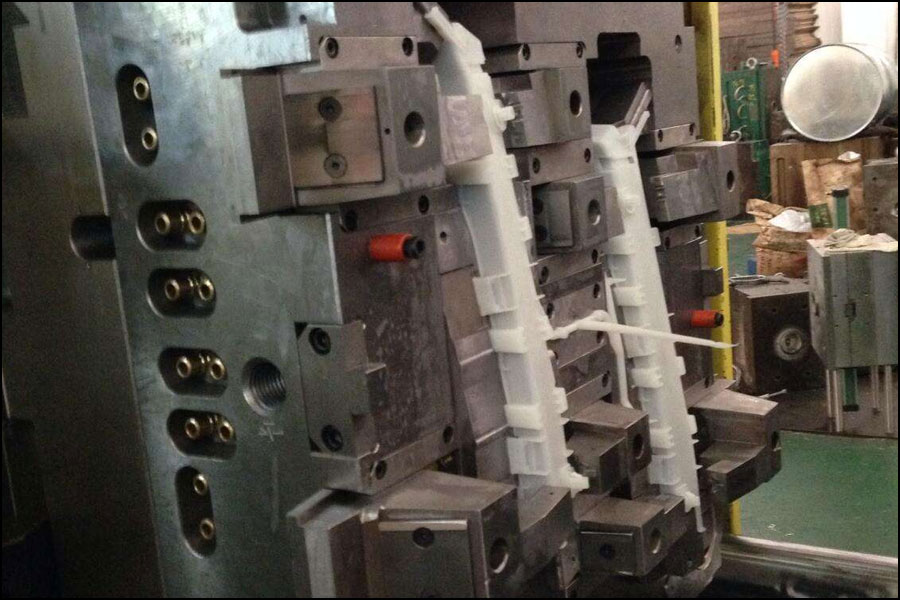
さらに、金型材料も考慮する必要があります。 P20鋼は従来の製品の成形に広く使用されていますが、薄肉射出成形の圧力が高いため、金型を非常に強くする必要があります。 H-13およびその他の硬質鋼は、薄肉型に追加の安全係数を追加します。ただし、中実型のコストは、標準型のコストよりも30%〜40%高くなる可能性があります。しかし、コストの増加は通常、生産パフォーマンスの向上によって相殺されます。








{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}