スタンピングダイはスタンピング加工の主要な加工装置であり、スタンピング部品は上下のダイの相対的な動きによって完成します。加工中、上下の金型を連続的に分離・閉鎖するため、オペレーターの指が金型の閉鎖領域に継続的に侵入または留まると、個人の安全に深刻な脅威をもたらします。
(1)金型の主要部品、機能、安全要件
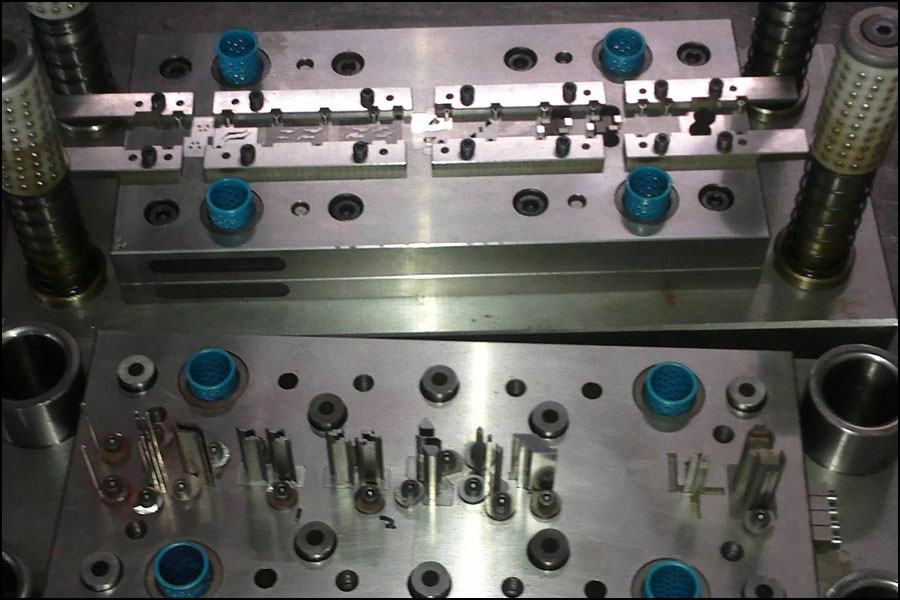
1.1。加工部の凸型と凹型のダイは、直接ブランク形状を作る加工部であるため、金型のキーパーツとなります。凸型と凹型は精密であるだけでなく複雑であるため、次の要件を満たす必要があります。
- (1)十分な強度があり、スタンピングプロセス中に破損または損傷しないこと。
- (2)高硬度による脆性を防ぐために、その材料と熱処理に適切な要件を設ける必要があります。
2.2。位置決め部品位置決め部品は、ブランクの取り付け位置を決定する部品で、位置決めピン(プレート)、ストップピン(プレート)、ガイドピン、ガイドプレート、サイドカッター、サイドプレスなどがあります。位置決め部品を設計する際には、操作の利便性を考慮し、位置決めがなく、位置が観察しやすいものにする必要があります。前方位置決め、外形位置決め、ガイドピン位置決めを使用するのが最適です。
3.3。プレス部品、アンロード部品、排出部品プレス部品には、ブランクホルダー、ブランクホルダーなどがあります。
ブランクホルダーは、引き抜かれたブランクに圧力をかけることができるため、接線方向の圧力の作用下でブランクがアーチ状になり、しわが形成されるのを防ぎます。保持プレートの機能は、ブランクが移動して跳ね返るのを防ぐことです。エジェクタとアンロードプレートの機能は、部品の排出と廃棄物の洗浄を容易にすることです。バネ、ゴム、エアクッションプッシュロッドで支えられて上下に動くことができます。エジェクター部分には十分な排出力があり、動きを制限する必要があります。アンロードボードは、閉じた領域を最小限に抑えるか、操作位置で空のスロットをフライス加工する必要があります。露出した荷降ろしプレートは、指の侵入や異物の侵入を防ぐために保護プレートで囲まれ、露出面の端と角は鈍くなければならない。
4.4。ガイドポストとガイドスリーブは、最も広く使用されているガイドパーツです。その機能は、凸型と凹型のダイがスタンピング作業中に正確なフィットクリアランスを持つことを保証することです。したがって、ガイドポストとガイドスリーブの間のギャップは、ブランキングギャップよりも小さくする必要があります。ガイドポストは下型シートにセットされ、ストロークの下死点に達したとき、ガイドポストの上端面は上部テンプレートの上面から少なくとも5〜10mm上にあります。ガイドポストは、モジュールとプレスプレートから離れた場所に配置する必要があります。これにより、オペレーターの腕がガイドポストを横切って材料を供給したり取り出したりする必要がなくなります。
5.5。支持およびクランプ部品には、上部および下部テンプレート、モールドハンドル、凸型および凹型モールド固定プレート、バッキングプレート、ストッパーなどが含まれます。上下のテンプレートはダイの基本部品であり、他にもさまざまな部品が取り付けられて固定されています。テンプレートの平面サイズ、特に前後方向はワークピースと互換性がある必要があります。大きすぎたり小さすぎたりすると、操作に役立ちません。
一部の金型(ブランキング、パンチング金型)では、部品の配送に便利なように、金型ベースの下にバッキングプレートを取り付ける必要があります。このとき、バッキングプレートとテンプレートをネジで接続することをお勧めします。2つのバッキングプレートの厚さは完全に同じである必要があります。バッキングプレートの間隔は、配送可能な部品の影響を受けるものとし、テンプレートが破損するのを防ぐために大きすぎないようにする必要があります。
6.6。固定部品には、ネジ、ナット、スプリング、ピン、ワッシャーなどがあり、一般的に標準部品が使用されます。スタンピングダイの標準部品が多用されており、締め付けや弾性排出の必要性を確保し、表面の操作位置に留め具が露出しないようにし、手の怪我や操作の妨げにならないように設計・選定しています。
(2)金型設計の安全ポイント
構造的には、廃棄物の供給、注文、排出、清掃の利便性を確保する必要があります。小さな部品の加工では、オペレーターの指、手首、またはその他の体の部分が型の領域に伸びることは固く禁じられています。大きな部品を処理する場合、オペレーターが手動で金型に入る必要がある場合は、金型の面積を可能な限り減らし、体の特定の部分が金型に留まる時間を短縮し、金型の危険ゾーンを明確にして、必要なものを装備する必要があります保護対策とデバイス。
金型の各部品は、使用中の損傷や変形を防ぐために十分な強度と剛性を備えている必要があります。固定部品は、オペレーターの偶発的な損傷を防ぐために緩み防止対策を講じている必要があります。
処理中に廃棄物やワークピースのミサイルを生成することは許可されていません。これは、オペレーターの注意に影響を与えたり、オペレーターを傷つけたりする可能性があります。また、ブランキング部分のバリによる切り傷を避ける必要があります。パンチ操作中の動作範囲が広すぎないようにし、体の安定性を損なうような姿勢を避けてください。宿題中の過度で難しい行動は許可されていません。スタンピング中の強いノイズや振動を避けるようにしてください。金型の設計では、取り付けを容易にし、安全を確保するために、一般的な図面に金型の重量を示す必要があります。 20 kgを超える部品の処理には、労力を軽減するために、持ち上げと取り扱いの手段を採用する必要があります。金型部品を組み立てたり分解したりするときは、手を挟んだり切ったりしないように便利で安全なはずです。金型は分解して保管しやすいものでなければなりません。要するに、金型の小さな問題でも安全性に影響を与えるので、各操作の具体的な問題を分析することによってのみ、金型の安全上の注意を提起することができます。








{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}