
現代の製造業では、レーザー切断の適用がますます広範になりつつあり、これはレーザー切断の強力な利点に起因するはずです。 切削工程では、垂直性の把握は切削品質と切削速度に直接関係します。
垂直性とは何ですか? 垂直性は、ベンチマークに対する実際の要素の垂直方向の変化量を制限する指標です。 簡単に言えば、これは、基準面としての一方の線または面の長さであり、もう一方の線または面の基準面への垂直投影であり、図(1)のLです。
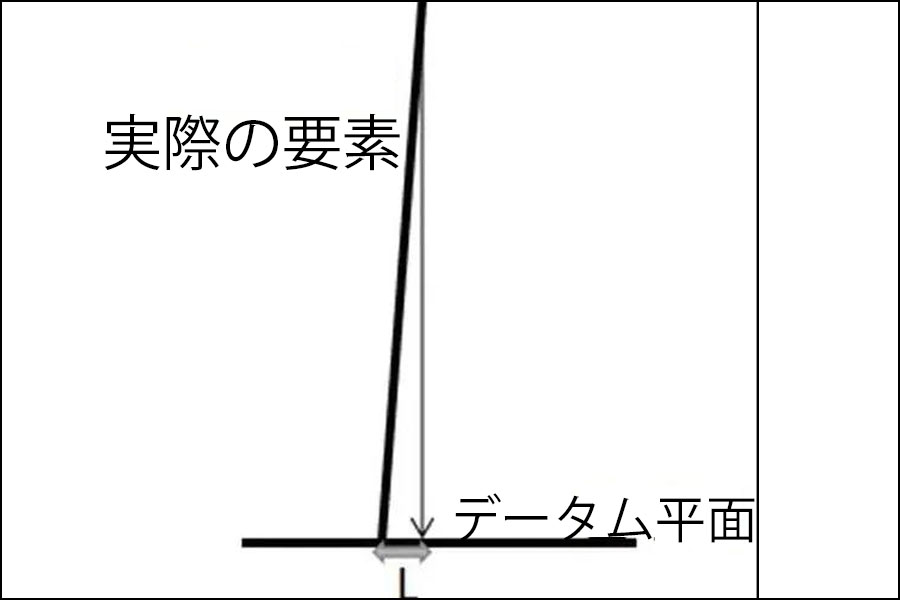
図1 データム平面
切断工程では、垂直性が良いと見た目が良くなるだけでなく、加工精度や加工の利便性も大幅に向上します。では、レーザー切断プロセスの垂直性に影響を与える要因は何ですか?
まず、光学特性の観点から、レーザーは指向性の高いビームですが、実際にはある程度の発散があります。レーザービームの指標である発散角は、このレーザーの特性を示しています。図(2)に示すように、θはビーム発散角であり、レーザーがレーザーからビームエキスパンダー/コリメータレンズおよび集束レンズを通ってカッティングヘッドに入ると、図(3)に示す状態が現れます。非常に重要な概念、すなわち「焦点の深さ」。発散角が大きく焦点長が短いほど焦点深度は短くなり、逆に発散角が小さいほど焦点長が長いほど焦点深度は長くなります。同じパワーレーザーを使用すると、焦点深度が短いという利点は、焦点でのエネルギー密度が高くなり、薄いプレートの処理が速くなることです。焦点深度が長いことの利点は、厚いプレートの切断能力が向上することです。同時に、ビームは「反射」拡散し、切断中にスリットに吸収されるため、焦点深度が長いと、良好な垂直性が得られやすくなります。
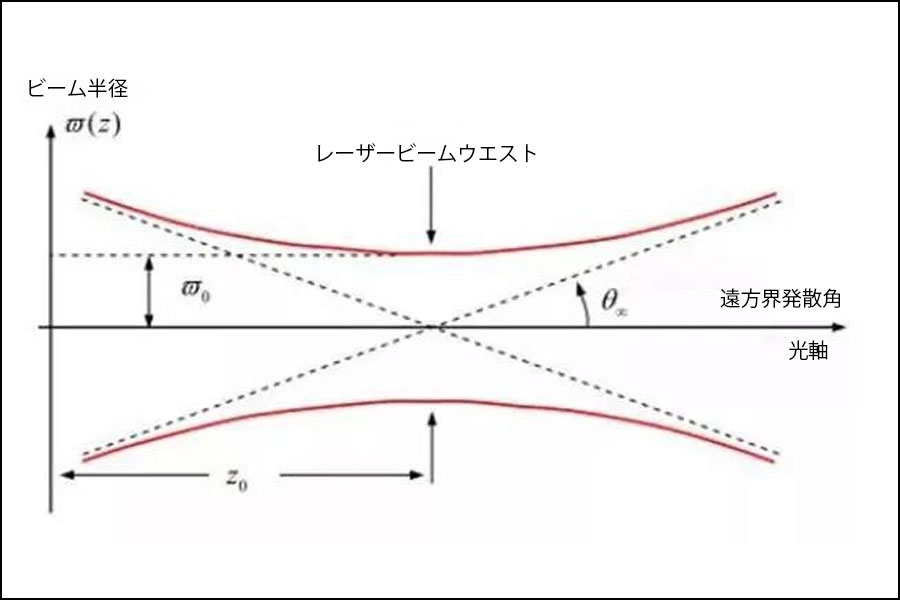
図2 レーザービームウエスト
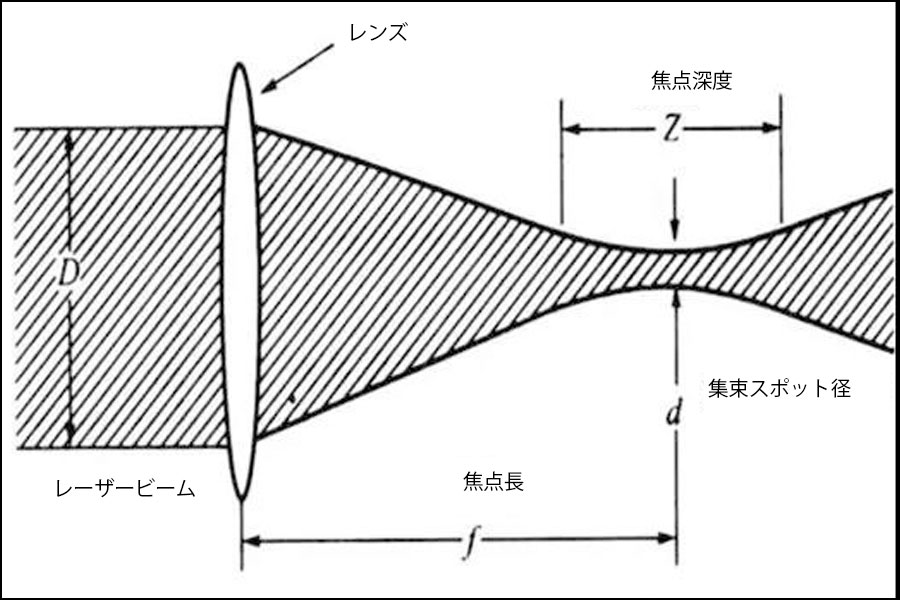
図3レーザービーム
第二に、切断プロセスに関しては、切断速度が速いほど、断面効果と垂直性が向上するため、切断速度を上げると、同じ厚さのプレートの垂直性を効果的に最適化できます。しかし、どこから切断速度を上げ始めるべきでしょうか?
01、レーザー出力を上げる
最初に頭に浮かぶのは、レーザー出力を上げることです。
02、切削ガスの種類を変更します
炭素鋼、特に薄い炭素鋼を切断する場合、酸素を窒素または空気に変える、つまり酸化切断法を溶融切断法に変えると、効果的に切断速度を上げることができますが、前提は十分な力です。
同じ種類のレーザーでも、厚板の切断速度を上げる上でボトルネックがあります。たとえば、30mmの炭素鋼板を切断する場合の8000Wと10000Wのレーザーの速度はほぼ同じです。では、スピードアップの見込みがない場合はどうなるでしょうか。
1、ノズルを減らす
炭素鋼を切断する場合、切断能力を確保することを前提に、ノズルサイズを極力小さくすることで、ノズルからの気流の安定性を高めることができます。
2、ポジティブフォーカスの量を増やす
焦点が大きいほど、スリットシートに縦方向に照射されるレーザーエネルギーが深く均一になり、長さ2メートルのはさみでA4紙を切るように安定!
3、溶融および切断にはポジティブフォーカス位置を使用します
「溶融切断」とは、ステンレス鋼やアルミニウム合金を切断するための補助ガスとして窒素を使用することです。この切断方法は通常「ネガティブフォーカス」パラメータを使用しますが、ネガティブフォーカスで厚いプレートを切断すると、ナイフの上端に「小さな弧」が残ります。この方法に満足できない場合は、ポジティブフォーカスパルスの形でカットすることをお勧めします。ネガティブフォーカス方法ほど繊細ではありませんが、「小さな弧」は消えます。








{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}