1.シャフト部品の構造、材料、プロセスの分析
(1.)軸部品の機能と構造
シャフトは、伝達部品を支え、トルクや動きを伝達するために使用されます。シャフトは、ある程度の回転精度を確保するために、作業中に荷重に耐える必要があります。シャフト部品の加工面には、通常、内側と外側の円筒面、内側と外側の円錐面、ステップ面と端面、およびねじ山、スプライン、キー溝、溝があります。
(2.)軸部品の材質とブランク
シャフト部品の材料には、一般的に炭素構造用鋼と合金構造用鋼が含まれます
シャフト部品のブランクには、丸棒、鍛造品、および鋳鋼が含まれます。
(3.)シャフト部品の加工技術の分析
- ①共通軸は、各回転面のラジアル設計ベンチマークです。高精度が要求されるシャフトの場合、両端の中心穴の軸をラジアル加工データとして使用できます。精度要件の低いシャフトや荒加工の場合は、外側の円形表面を加工データとして使用できます。
- ②ラフターニング→セミフィニッシュターニング→フィニッシュターニングの順で、高精度要件のシャフトを研削用に配置する必要があります。
- ③シャフトのスプライン、キー溝、ねじ加工は、旋削後、切削前に配置されます。焼入れが必要な軸は、表面焼入れ後にねじ加工を行います。
- ④シャフトブランクが鍛造品の場合は、正規化処理を行い、重要なシャフト部品を複数回熱処理する必要があります。
シャフト部品の典型的なプロセス
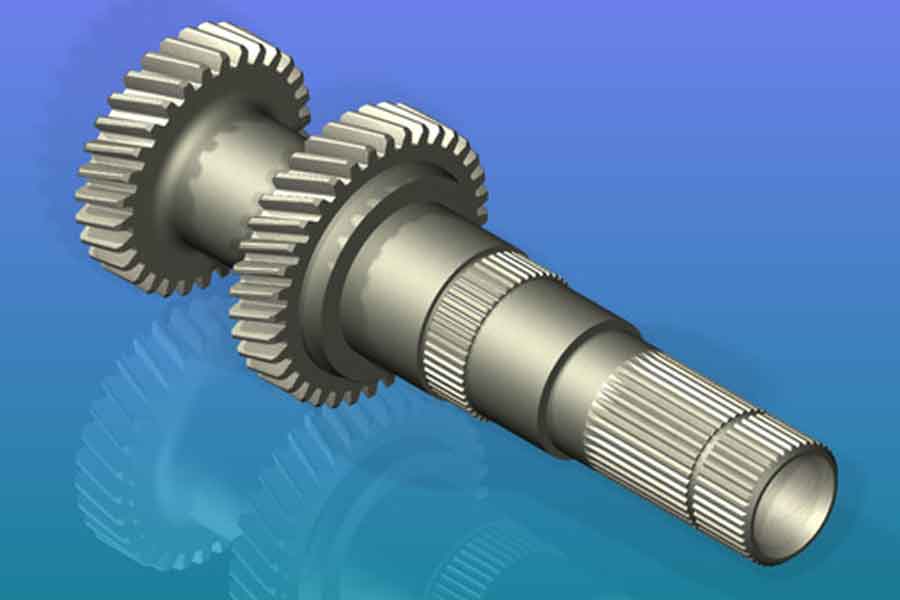
2.歯車軸加工技術の分析
(1.)部品の分析
(2.)空白の選択
(3.)加工段階の分割:荒削り、半仕上げ、仕上げの3段階に分けられます
- <1>荒削り段階:端面を洗い流し、中央の穴を開け、外側の円を荒削りします
- <2>半仕上げ段階:半仕上げ旋削、各外円の仕上げ、ねじ切り、キー溝フライス盤、歯車フライス盤
- <3>仕上げ段階:中央の穴を調べ、20の2つの外側の円を粗く/仕上げ、1:10の円錐台/ 30の歯車の上部の円をテーパーにします。
(4.)ベンチマークの選択:荒削りは、位置決めベンチマークとして外面と中心穴を採用し、「1つのクランプと1つの上部」旋削を採用します。2つの中心穴は、旋削と研削を終了する際の位置決め基準として使用されます。
(5.)熱処理工程:焼入れ焼戻し工程は、荒削り後、半仕上げ工程の前に配置されます。歯車の焼入れは研削プロセスの前です
(6.)単品・小ロット生産の加工工程
関連する推奨事項:ファスナーを購入する場合は、ファスナーのセクションにようこそ。購入する場合は、cnc旋削部品、cncフライス盤、cnc機械加工部品、鋳造部品、金属プレス部品、対応する色をクリックしてください。ジャンプするには上のテキスト。私たちはカスタマイズされたCNC機械加工部品を使用しており、11年の経験があります








{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}