NC制御旋盤の油圧動力システムの変速状態NC旋盤の油圧動力ステーション部分はモジュールとして工作機械の後ろに置くことができます。後部座席の先端に大量の加工が必要な場合、油圧テールホルダーの先端システムを追加して、別の操作モジュールにして、同じ油圧動力システムを共用することができます。
加工において、プログラムが必要になるまで変速した時、NC制御システムは先に停止信号を出して、それからプログラムはコントロール信号を出して、油圧ポンプを起動して給油します。同時に、油圧システムの電磁弁は制御信号によって吸合して、変速シリンダーに給油して、ピストンレバーを伸ばしたり戻したりします。マイクロスイッチ、フィードバック信号がデジタル制御システムになれば、変速が終わり、プログラムは引き続き下に向かって加工ワークを実行します。
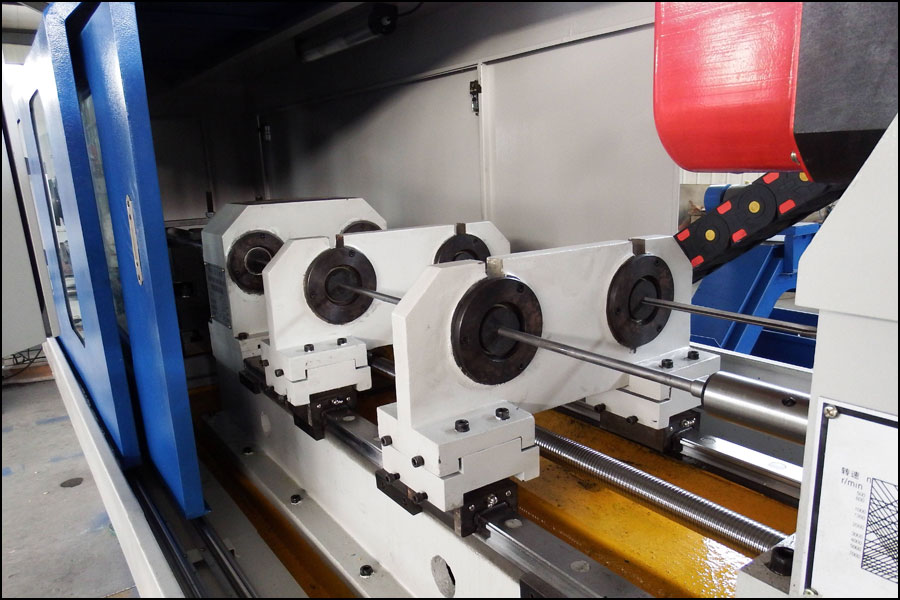
スピンドルトランスミッションモジュールは、支柱、シリンダー、オイルパイプ、マイクロスイッチなどで構成されています。ステーの長さと幅の大きさはスピンドルボックスの上部の寸法と同じで、主軸トランスミッションモジュール全体は主軸箱の上に元々カバー板を取り付けるための四つのネジ穴に取り付けられています。ブラケットの中部には仕切り支持があり、トランスミッションシリンダーは仕切り板に固定され、滑りを制御するためのギア軸の真上に位置し、ガイド軸と同軸に位置しています。シリンダーピストンロッドはガイド軸内に位置しています。トランスミッションフォークはガイド軸を通して連結します。ピストンロッドの駆動下でガイド軸に沿って往復します。ガイド軸は中空であり、ガイド溝が開けられます。シフトフォークと連結し、ガイド軸はピン軸でステーに固定されています。両ギアの変位フォークは下方向の垂直構造で、それぞれ対応するスライドギアのトランスミッション溝にカードされています。
変速時にオイルシリンダーが給油すると、ピストンロッドはピン軸によってスライドレバーを動かしてギアを動かし、ギアを変速かみ合わせ、ギアが所定の位置につくとフォークの凸ブロックがカバー板のマイクロスイッチに触れ、ギアが所定の位置につく信号を発し、変速が終わる。








{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}