ユーザーエクスペリエンスが高いこの時代において、ますます多くの携帯電話、ノートブック、およびウェアラブルデバイスメーカーがシェル素材に力を発揮し始めています。携帯電話分野の観点から、携帯電話のシェルの材料は、エンジニアリングプラスチックから金属へと徐々に移行しています。
携帯電話のシェル素材の進化には、プラスチックと金属、ガラスと金属、すべてプラスチック、すべてガラスなど、さまざまな組み合わせがありましたが、すべて金属素材の方が人気があります。実際のタッチ体験から、オールメタルの携帯電話のシェルは、外観や感触に関係なく、他の素材よりも優れている多くの面で優れた体験をしています。
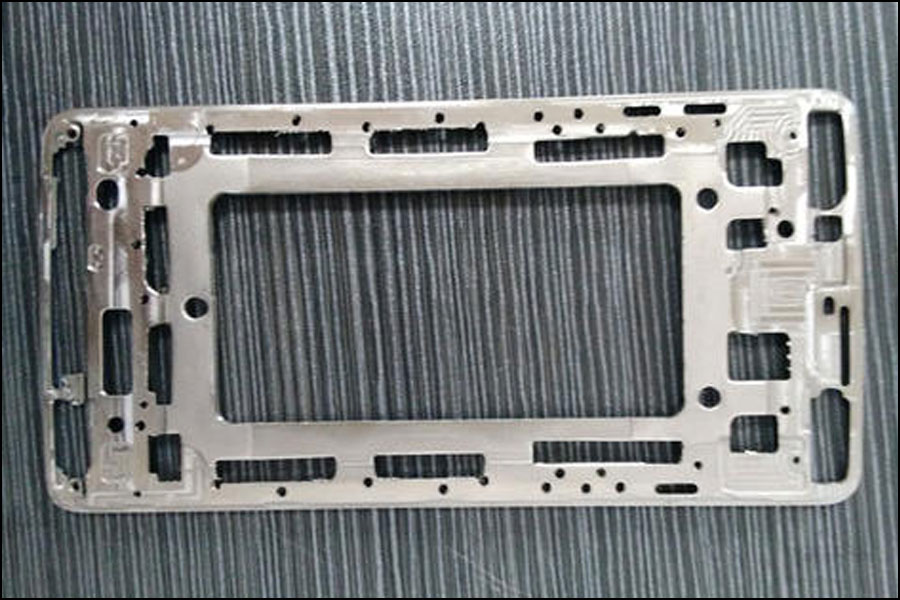
すべての金属に関しては、CNCについて言及する必要があります。現在、3C製品のフルメタルシェルは基本的にCNCマシンで処理されています。 CNCは、その高効率、高精度、安定した処理品質により、3Cエンクロージャー/シェル/ケーシング/ハウジングメーカーの必需品になっています。
オールメタルの統合CNC機械加工プロセスは、Appleによって最初に作成されました。アルミニウム板は円筒形の固体アルミニウムからダイキャストされました。精密機械加工を経て、まず胴体の試作品にカットされました。胴体が徐々に形成されるにつれて、胴体のキーボードの形状とさまざまな微細構造が削り出されます。このプロセスは合計9つのCNCフライス加工プロセスで構成され、9パスプロセスにより精密なワンピースシェルが得られます。
シェルメーカーは、プログラミングから完成品の入手まで、荒削り、半荒削り、半仕上げ、仕上げなどのプロセスを経る必要があります。多くの場合、完成品を入手するには10以上のステーションが必要です。また、歩留まりを向上させるには、プロセスを厳密に制御する必要があります。
CNC機械加工の前処理作業:モデリングとプログラミング
CNC機械加工を開始する前に、モデリングとプログラミングが最初に必要です。 3Dモデリングの難しさは、製品の構造によって決まります。複雑な構造の製品モデリングは難しく、プログラムする必要のあるプロセスはますます複雑になっています。プログラミングには、機械加工プロセスの設定、工具の選択、速度の設定、工具送りあたりの距離などが含まれます。さらに、製品ごとにクランプ方法が異なり、加工前に固定具を設計する必要があり、複雑な構造の中には特別な固定具が必要なものもあります。
プログラミングには、製品全体の処理技術が含まれます。フォローアップはCNC自動化によって完了しますが、コストを増加させるために複数の試行錯誤を回避するために、経験豊富な担当者が事前プログラミングを実行する必要があります。
主な加工技術
高速ドリルセンターを使用して、アルミニウムシートを特定のサイズの通常の3次元ボリュームに正確に粉砕し、次のプロセスに備えます。
荒削り:位置決め後、内部キャビティ構造を荒削りし、クランプと組み合わせた位置決めカラムをクランプして、外部の余分な材料の大部分を削り出します。
ミリングアンテナスロット:フルメタルシェルの信号の問題は非常に困難です。アンテナスロットを削って信号の伝送経路を残し、必要な接続ポイントを維持して胴体の強度と全体的な感覚を確保する必要があります。
CNC仕上げ:内部キャビティ、外部構造、外面、側面エッジなどの仕上げ。
研磨:高速精密CNC機械による研磨は、ミリングマークを取り除き、その後のサンドブラストの準備をします。
サンドブラスト:金属表面はつや消し仕上げに処理されています。
陽極酸化処理:
一次陽極酸化:電話に色を付け、陽極酸化するとアルミニウムが必要な色に変わります。同時に、表面材料の安定性を向上させます。
二次陽極酸化:胴体の表面は強くて緻密な酸化皮膜を形成し、耐摩耗性がさらに向上します。
プラスチックシェルは射出成形で成形されており、型を開けるだけで大量生産が可能で、歩留まりが高い。 CNC処理の歩留まりは、シェルの構造の複雑さと精度の要件によって決まります。
高コストのバランスを取るために、ほとんどのメーカーは、価格競争に直面したときに多数のCNC機器を購入することを選択し、全体的なコストを削減し、生産性の要件を満たします。








{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}