
ネジはまだ一般的な接続で重要な役割を果たしています。 ねじを別のコンポーネントに接続します。めねじが必要です。 この記事では、めねじとおねじを含む設計と加工ねじ、および旋盤でねじを切る方法について説明します。
旋盤で糸を切る方法
エンジニアリングと製造のスレッドとは何ですか?
ねじ山とは、円柱または円錐の内部(ナット)または外部(ねじまたはボルト)表面に均一な断面が形成された連続的ならせん状の隆起です。スレッドのプロファイルは、クレスト(スレッドの上部)、ルート(スレッドの下部)、およびフランク(クレストとルートの結合)で構成されます。ねじピッチは、隣接するねじの対応する点間の、ねじ軸に平行に測定された距離です。ピッチ直径は、理論上の円柱の直径です。理論上の円柱が糸を通過するとき、糸の頂部と糸の付け根の間の距離は等しくなります。理想的な製品では、これらの幅はピッチの半分に等しくなります。
スレッドタイプ
さまざまな分類基準に従って、多くのタイプのスレッドがあります。ファスナーでは、小ねじと離間ねじが一般的に使用されています。 UNF(細目)ねじおよびUNC(並目)ねじは、統一ねじ山システムの標準シリーズです。ここでは、雌ねじと雄ねじについて説明します。
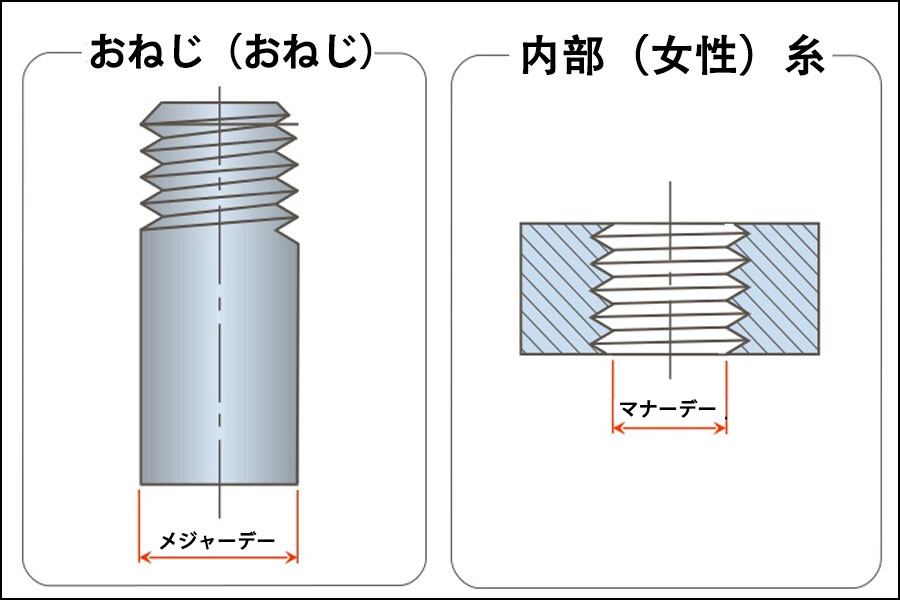
めねじの設計と加工
めねじは、ナットなどの中空シリンダーの内側または凹面のねじです。タップは、CNC機械加工部品のめねじを切削するために使用される金属製のねじ切りツールです。スリリングは、CNCミルの専用の切削工具を使用してめねじをねじ切り、ドリル加工するプロセスです。設計のヒント:
- –ねじ付き製品には、雌ねじの端に皿穴が必要です。
- –ねじの始端の表面は平らで、ねじの中心軸と一致している必要があります。
- –必要がない場合は、高さの代わりに高さの低いスレッドを使用します。
- –管状部品の肉厚は、切断または成形の圧力に耐えるのに十分でなければなりません。
- –標準のねじの形状とサイズを使用すると、より経済的です。
- –最大サイズでない限り、粗いスレッドは細いスレッドよりも経済的です。
- –研磨するスレッドのルートに鋭い角を指定しないでください。
めねじの切り方
めねじの加工には、ツイストドリル、90°皿穴、めねじまたはマシンタップ、調整可能なタップレンチ(手用)またはハンドドリル(機械用)、および安全ゴーグルが必要です。ねじ切りする前に、どのタップを選択するか、どの穴の直径が必要かを知る必要があります。内部タップは、公称サイズに従って指定されています。タッピングの直径またはツイストドリルは、次の式を使用して計算できます。コア穴の直径=タップの直径-ねじピッチ。私たちのチャートでは、ねじ穴の標準的なメートル法と英語のドリルビットとタップサイズを見つけることができます。
- 1.パンチでセンタリングし、ツイストドリルでコア穴を開けます
- 2. 90°の皿穴を使用してコア穴に皿穴を付け、面取りを行います
- 3.タップをタップレンチに入れ、コアの穴に回してねじを切ります
雌ねじはCNC旋盤部品でも使用できます。旋盤でのねじ切りの多くのルールは機械加工ねじと同じですが、ねじの仕様にはさらに制限があります。
おねじの設計と加工
おねじは、シリンダーまたはコーンの外側にあるねじで、ねじ、ボルト、スタッド、プラグゲージのねじなどがあります。雄ねじを設計するときは、肩の近くまたは隣接する大径で終端しないようにしてください。この凸面の幅は、スレッドのサイズ、スレッドの粗さまたは細さ、およびスレッドカッターのスロート角度に依存します。高いねじ強度が必要ない場合は、高さの低いねじ形状の使用をお勧めします。すべてのねじ製品の雄ねじ端には面取りが必要です。おねじは、ダイストックに固定された丸ダイでカットされます。丸ダイには、3つ以上の刃先があり、鋸歯状になっており、ナットねじを表しています。
おねじを切る方法
旋盤をご使用の場合は、ピッチを糸外径よりも約0.1倍小さいピッチで回してください。雄ねじには、ヤスリ、丸棒、クランプ用万力、丸ダイス、ダイストック、マイナスドライバー、カッティングスプレーが必要です。
- 1.丸い棒の端にやすりをかけ、45°で面取りします。これは、ねじの深さよりわずかに大きくなければなりません。
- 2.丸ダイをダイストックにクランプしてしっかり固定し、ねじを切るのに十分な圧力で丸ダイを時計回りに回して丸棒に回します。必ずストレートスレッドをカットしてください。ここで切削スプレーを使用して、表面品質を改善し、工具寿命を延ばすことができます。







{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}