CNC工作機械の位置決め精度とは、CNC装置の制御下での工作機械の各座標軸の移動によって達成できる位置精度を指します。 CNC工作機械の位置決め精度は、工作機械の運動精度として理解できます。通常の工作機械は手作業で供給され、位置決め精度は主に読み取り誤差によって決定されますが、CNC工作機械の動きはデジタルプログラム命令によって実現されるため、位置決め精度はCNCシステムと機械的伝達誤差によって決定されます。工作機械の各可動部の移動は、数値制御装置の制御下で完了します。プログラム命令の制御下での各可動部の精度は、被削部品の精度を直接反映します。したがって、位置決め精度は非常に重要な検査です。コンテンツ。
1、直線運動位置決め精度検出
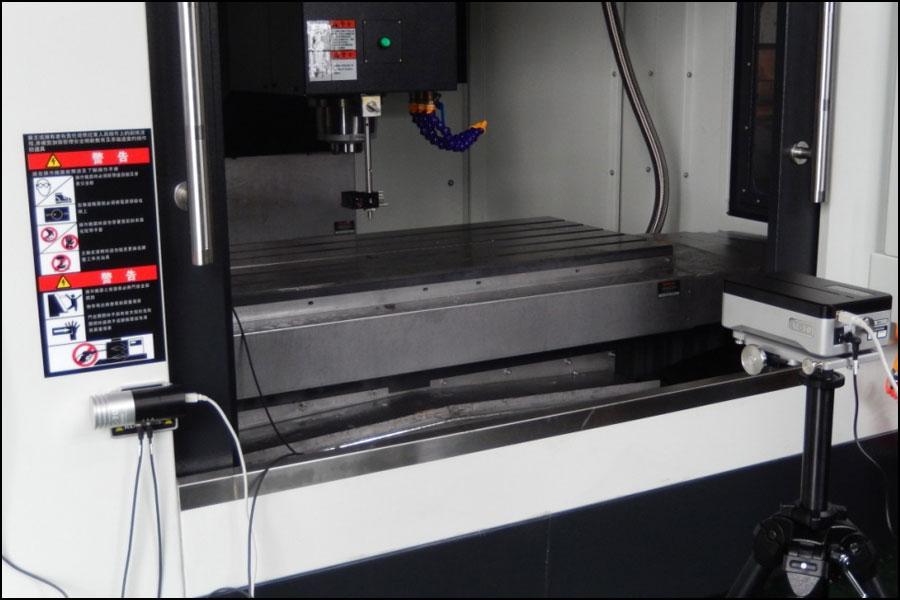
直線運動の位置決め精度は、通常、工作機械や作業台の無負荷状態で実施されます。国内規格および国際標準化機構(ISO規格)の規定によれば、CNC工作機械の検査はレーザー測定に基づく必要があります。レーザー干渉計がない場合、一般ユーザーの場合、標準スケールを光学読み取り顕微鏡で使用して比較測定することもできます。ただし、測定機器の精度は、測定の精度よりも1〜2レベル高くする必要があります。
ISO規格では、複数の位置決めにおけるすべての誤差を反映するために、5つの測定データと、平均値と分散差-3の分散帯域で構成される位置決め点の分散帯域に基づいて各位置決め点を計算することを規定しています。
2、リニアモーションリピート位置決め精度検出
テストに使用した機器は、位置決め精度のテストに使用したものと同じです。一般的な検出方法は、各座標ストロークの中間点と両端に近い任意の3つの位置を測定し、各位置を高速で配置し、同じ条件で7回繰り返して停止位置の値を測定し、読み取り値の最大差を求めます。 。 3つの位置の最大差の半分を取り、正と負の符号を座標の繰り返し位置決め精度として添付します。これは、軸の動作精度の安定性を反映する最も基本的な指標です。
3、線形運動の原点に戻る精度の検出
原点復帰精度は、基本的に座標軸上の特殊点の繰り返し位置決め精度であるため、その検出方法は繰り返し位置決め精度と全く同じです。
4.線形運動の逆誤差検出
運動量の損失とも呼ばれる線形運動の逆誤差には、座標軸フィード伝送チェーン上の駆動部品(サーボモーター、サーボ油圧モーター、ステッパーモーターなど)の逆不感帯と、各機械運動伝達ペアが含まれます。バックラッシュや弾性変形などのエラーを包括的に反映します。誤差が大きいほど、位置決め精度が低くなり、繰り返し位置決め精度が低下します。
リバースエラーの検出方法は、測定した座標軸のストローク内で前後方向に距離を移動し、停止位置を基準にして、同じ方向に一定の移動指令値を与えて一定の距離を移動させる方法です。次に、反対方向に同じ距離を移動し、停止位置と基準位置の差を測定します。ストロークの中間点と両端に近い3つの位置で複数回(通常7回)の測定を行い、各位置の平均値を求め、その平均値の最大値を逆誤差値とします。
5.回転テーブルの位置決め精度検出
測定ツールには、標準のターンテーブル、アングルポリヘドロン、円形グレーティング、コリメータ(コリメータ)などがあり、特定の条件に応じて選択できます。測定方法は、作業台を順方向(または逆方向)に角度回転させ、停止、ロック、配置し、この位置を基準として使用し、作業台を同じ方向にすばやく回転させ、30回ごとに位置を固定して測定する方法です。円ごとに正転と逆転を測定し、実際の回転角度と各位置決め位置の理論値(指令値)との差の最大値がインデックス誤差です。 CNC回転テーブルの場合は30回ごとを目標位置とし、目標位置ごとに前後7回の高速位置決めを行い、実際の到達位置と目標位置の差が位置ずれとなり、GB10931-を押します。 89「デジタル制御機ツール位置精度評価方法」で指定された方法は、平均位置偏差と標準偏差、およびすべての平均位置偏差と標準偏差の最大合計とすべての平均位置偏差と標準偏差の最小合計の合計との差を計算します。 、CNC回転テーブルの位置決め精度誤差です。
乾式変圧器の実際の使用要件を考慮すると、キー測定は一般に0、90、180、270などの複数の直角等点で行われ、これらの点の精度は他の角度位置に比べてレベルアップする必要があります。
6.回転テーブルの繰り返しインデックス精度検出
測定方法は、回転テーブルの円内の任意の3つの位置に3回の位置決めを繰り返し、それぞれ順方向と逆方向の回転で検出を行うことです。すべての読み取り値と対応する位置の理論値との差の最大インデックス精度。 CNC回転テーブルの場合は、30ごとに1つの測定点を目標位置とし、各目標位置を前後方向からそれぞれ5回の高速位置決めを行い、実際の到達位置と目標位置の差を測定します。つまり、位置偏差を計算し、GB10931-89で指定された方法で標準偏差を計算します。各測定点の標準偏差の最大値の6倍が、CNC回転テーブルの繰り返しインデックス精度です。
7.回転テーブルの原点復帰精度の検出
測定方法は、任意の7つの位置から原点復帰を行い、停止位置を測定し、読み取った最大差を原点復帰精度として使用する方法です。
位置決め精度の既存の検出は、高速および位置決めの条件下で測定されることに注意してください。フィードシステムの態度が悪い一部のCNC工作機械では、異なる送り速度で位置決めすると、異なる位置決め精度値が得られます。また、位置決め精度の測定結果は、周囲温度や座標軸の動作状態に関係しており、現在、ほとんどのCNC工作機はセミクローズドループ方式を採用しており、ほとんどの位置検出部品は駆動モーターに搭載されているため、1mストロークで0.01〜0.02mmの誤差が発生します。それは驚くべきことではありません。これは熱伸びによる誤差です。一部の工作機械は、衝撃を軽減するためにプリテンション(プリテンション)を使用しています。
各座標軸の繰り返し位置決め精度は、軸を反映する最も基本的な精度指標であり、軸運動精度の安定性を反映しており、精度の低い工作機械が安定して生産に使用できるとは考えられません。現在、数値制御システムの機能が増えているため、ピッチ累積誤差、バックラッシュ誤差など、各ジェット標準移動精度のシステム誤差を系統的に補正することができ、ランダム誤差のみを補正することはできず、繰り返し位置決め精度これは、数値制御システムの補正では修正できないフィードドライブメカニズムの包括的なランダムエラーを反映しているだけです。許容範囲外であることが判明した場合は、フィードドライブチェーンのみを微調整して修正できます。したがって、工作機械を選択できる場合は、繰り返し位置決め精度の高い工作機械を選択する必要があります。








{kind=link}
{kind=link}
検出器.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}